


點膠新聞
使用點膠機點膠加工前注意事項
不管是新手還是做過多年的老工程師在使用點膠機點膠加工前有如下注意事項:
1. 在點膠前先攪拌A膠,根據A膠的多少來確定攪拌時間,當A膠在原廠家容器中的1/3處攪拌5分鐘, A膠在2/3處攪拌10分鐘,大于2/3攪拌12到15分鐘。
2. 當設備完好時按設備操作來抽膠,當設備有問題還沒有解決時,自己手動往A缸和B缸加膠,加膠時 不要太滿,以免溢出來,留一定的空間50mm左右,然后擰緊螺絲,以免漏氣。
3. 打開點膠機電源,加熱A缸和B缸A缸需要攪拌,攪拌時間在4到5分鐘。
4. 加熱和攪拌后在往點膠閥送膠,送膠到位后,先測試膠閥好壞。
5. 測試好膠閥可以往里送膠,在送膠時注意是否有氣泡,如A缸出來的膠有氣泡那就往A缸加一定的氣 壓,如膠在膠閥頭部不能往下流就要清洗膠閥。
6. A導電膠和B導電膠能順暢往下流行成一條線,這時可以點膠,在點膠時先用一張報紙測試下看是否正常,如 果正常可以開始點膠。
7. 點第一個產品時要注意坐標是否到位,正常后可以批量點膠。
8. 這時也要在正常進行點膠的情況下開始計數和計時點完后統計產品總數,下次可以按照這個來準確往 A缸和B缸加膠,在原有的基礎上方可提前一點加膠。(列如:A產品一缸膠可點300臺,B產品可點200臺等其他產品,在這里以點得最少的一缸膠產品做參考這樣不會斷膠。)
9. 在點膠時要注意加熱氣缸是否正常,如果不正常馬上停止加熱。注:要時刻關注溫度表,溫度一直在 一個度數始終不變,這是要馬上停止加熱。

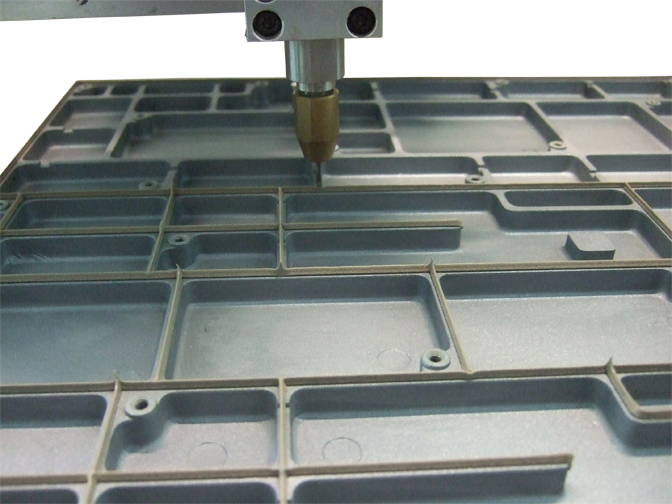
全自動點膠機在點膠加工使用過程中需要注意哪些問題?
1.拉絲
所謂拉絲,也就是在點膠機點膠時貼片膠斷不開,點膠機在點膠頭移動方向貼片膠呈絲狀連接這種現象。接絲較多,貼片膠覆蓋在印制板焊盤上,會引發焊接不良。特別是使用尺寸較大時,點涂嘴時更易發生這種現象。貼片膠拉絲主要受其主成份樹脂拉絲性的影響和對點涂條件的設定。
解決方法:
a. 加大點膠機點膠頭行程,降低機械手移動速度 ,這將會降低生產節拍。
b. 越是低粘度、高搖溶性的材料,拉絲的傾向越小,所以要盡量選擇此類的貼片膠。
c. 將調溫器的溫度稍稍設高一些,強制性地調整成低粘度、高搖溶比的貼片膠。這時必須考慮貼片膠的貯存期和點膠頭的壓力。
2.元器件的熱破壞
在波峰焊工藝中,為提高生產效率,連LED、鋁電解電容等這樣的耐熱差的電子元器件也一起通過再流焊爐來固化。這時,如粘接劑的固化溫度較高。上述元器件會因超過其耐熱溫度而遭到破壞。
這時,我們的做法,要么是后裝低耐熱元器件,要么選擇低溫固化的貼片膠。
3.空點、粘接劑過多
粘接劑分配不穩定,點涂膠過多或地少。膠過少,絕對會出現強度不夠,造成波峰焊時錫鍋內元器件脫落;相反貼片膠量過多,特別是對微小元件,若是沾在焊盤上,會妨礙電氣連接。 所以在使用點膠機進行點膠作業時首先把點膠的各項參數調好。
原因及對策:
a.膠中混有較大的團塊,堵塞了分配器噴嘴;或是膠中有氣泡,出現空點。
對策是使用去除過大顆粒、氣泡的膠片膠。
b.膠片膠粘度不穩定時就進行點涂,則涂布量不穩定。
防止方法:每次使用時,放在一個防止結露的密閉容器中靜置約1小時后,點膠機再裝上點膠頭,待點涂嘴溫度穩定后再開始點膠。使用中如果有調溫裝置更好。
c.長時間放置點膠頭不使用,要恢復貼片膠的搖溶性,一開始的幾次點膠肯定會出現點膠量不足的情況,
所以,每一張印制板、每個點涂嘴剛開始用時,都要先試點幾次。
4.元器件偏移
元器件偏移是高速貼片機容易發生的不良。一個是將元器件壓入貼片膠時發生的θ角度偏移;另一個是印制板高速移動時X-Y方向產生的偏移,貼片膠涂布面積小的元器件上容易發生這種現象,究其原因,是粘接力不中造成的。
采取的相應措施是選用搖溶比較高、粘性大的貼片膠。曾有試驗證明,如果貼片速度為0.1秒/片,則元器件上的加速度達到40m/S²,所以,貼片膠的粘接力必須足以實現這一點。
5.塌落
貼片膠的流動性過大會引起塌落。塌落有兩種,一個是點涂后放置過久引起的塌落。如果貼片膠擴展到印制板的焊盤上會引發焊接不良。而且塌落的貼片膠對那些引腳相對較高的元器件來講,它接觸不到元器件主體,會造成粘接力不足,因易于塌落的貼片膠,其塌落率很難預測,所以它的點涂量的初始設定也很困難。
針對這一點,我們只好選擇那些不易塌落的也就是搖溶比較高的貼片膠。對于點涂后放置過久引起的塌落,我們可以采用在點涂后的短時間內完成貼裝、固化來加以避免。
6.元器件掉入波峰焊料槽
有時QFP、SOP等大型器件,在波峰焊時,由于自身的重量和焊料槽中焊料的應力超過貼片膠的粘接力,脫落在焊料槽中,原因就是貼片膠量太少,或是由于高溫引起粘接力下降。所以,在選擇貼片膠時,更要注意它在高溫時的粘接力。
總結:
要把點膠加工做好,絕非我們看到的那么簡,需要我們細心的去觀察機器運作當中的每一個小細節,只有這樣才可以做點膠做得更好。


相關文章
- 深圳優質密封膠點膠加工價格低2017年05月22日
- 最新點膠加工中常用的術語大全2017年05月24日
- 深圳最好的通信產品電磁屏蔽點膠加工廠家2017年05月24日
- 神風行點膠加工廠-2017年端午節放假通知2017年05月25日
- 優質FIP點膠加工供應商歡迎來電資詢2017年05月25日